Åter till startsidan
Bearbetning av Macor och MacKera
Snabbstålsverktyg kan användas, men hårdmetall är att
föredra. Flöda rikligt med vattenbaserad skärvätska, gärna av typ speciellt
avsedd för bearbetning (slipning) av glas och keramer. De kan även bearbetas
torrt, dock bör skärparametrarna etc. då minst halveras, samt att noggrann
dammborttagning måste ombesörjas. Vi rekommenderar våt bearbetning. Approximativa skärdata
och andra bearbetningsparametrar:
Fixering
Spänn fast så löst som möjligt, gärna i mjuka backar. Notera
att dessa materials styvhet bara är ca 30% av stål, ungefär som aluminium, och
drag-/böjhållfastheten mindre än 5% av vanligt verktygsstål. Kraftig anspänning
i hårda backar kan lätt spräcka eller krossa arbetsstycket.
Kapning
Använd gärna blad/klinga med karbidkorn ("Carborundum" =
kiselkarbid SiC, eller hårdmetallkross) eller med diamantimpregnerad egg
för bästa livslängd. Klinga med hårdmetallskär kan slå ut för mycket flisor vid
sågning, eller spräcka materialet. Kap-/periferihastighet ca 30 m/s.
Svarvning
Skärhastighet: 9-15 m/min med hårdmetallverktyg, 5-8 m/min
med snabbstålsverktyg;
Matning: 0,05-0,12 mm/varv (hårdmetall), 0,03-0,07 mm/varv
(snabbstål);
Skärdjup: 3-5 mm (hårdmetall), 1-3 mm (snabbstål).
Skärhastighet: 6-10 m/min med hårdmetallverktyg, 3-6 m/min
med snabbstålsverktyg;
Matning: 0,05 mm/egg (hårdmetall), 0,03 mm/egg (snabbstål);
Skärdjup: 0,3-0,5 mm (hårdmetall), 0,1-0,3 mm (snabbstål).
Borr Varvtal Matning
Ø 5 mm: 300 rpm 0,10 mm/varv
Ø10 ” 250 ” 0,15 ”
Ø20 ” 200 ” 0,25 ”
Ø25 ” 100 ” 0,30 ”
Ø50 ” 50 ” 0,38 ”
Anm.
Ett stumt och täckande mothåll minskar den kraterkant som
ofta uppstår när borren trycker, och ej borrar, igenom materialet strax före
genombrottet. Räkna dock med brottkant ca 0,2 mm.
Gängning
Gör hålet något större än vad som gäller för metaller. Förse
både in- och utgångssidan med lämpliga faser för att undvika kanturflisning. Vrid
gängtappen endast inåt, ej tillbaka. Skölj flödigt.
Slipning och polering
Oxid-, karbid- och
diamantskivor kan användas. Polering: slipa åtminstone med 400 mesh (oxid,
karbid) eller 600 mesh (diamant) och gärna fler allt finare steg för att
eliminera sliprepor innan polering. Denna utförs med valfri poleroxid (t.ex.
cerium-, tenn-, eller aluminiumoxid) på polerduk för glas, keramer eller hårda
mineraler. Ytfinhet mätt som Ra-värde 0,01 µm kan därvid erhållas.
Säkerhetsföreskrifter
Macor och MacKera är inerta och ogiftiga material som inte avger
några kända hälsofarliga ämnen i normal drift eller vid hantering. De
bildar dock små partiklar vid bearbetning, och om inte detta binds helt och
hållet i skärvätska, så kan detta utgöra en dammrisk. För att undvika
eventuella olägenheter rekommenderas normal skyddsutrustning som t ex ögon- och
dammskydd, och/ eller lokalt punktutsug.
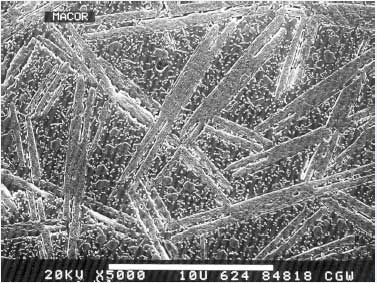
Macor innehåller ca 46% SiO2,
17% MgO, 16% Al2O3, 10% K2O, 7% B2O3 och 4%
F, allt i bunden form i huvudsak som två faser: 55% fluoroflogopitglimmer och
45% borosilikatglas. I bilden nedan syns glimmerpartiklarna som avlånga
kristaller inbäddade i glasfas. MacKera är i princip identisk till Macor, med
endast mindre skillnader i sammansättning och egenskaper. Halt fri kvarts /
kristobalit är låg.

Copyright ©
2006
Keranova AB